
 |
| Figure 1: Illustration of bacterial ethanol (EtOH) production from corn by Natural Line Studio |
Summarising the basics of the biofuel process
In order for micro-organism to produce biofuel (Figure 1) they need a food source or feedstock. Feedstocks are generally made of starch (Figure 2) or lignocellulose (fibrous parts of plants). These are polysaccharides of small subunits like monosaccharides or disaccharides, just like plastics are polymers of hydrocarbon monomers (see my January post). In Figure 2 each hexagon is a glucose (monosaccharide) molecule. A row of glucose molecule joined together, by glycosidic bonds, in this way is called amylose. When the glucose from the top row forms a bond with a glucose in the second row, it is called amylopectin. Therefore starch consists of amylose and amylopectin.
 |
| Figure 2. Structure of starch |
Ethanol
Ethanol is the main biofuel produced globally (Fisher et al,. 2008). Ethanol is an alcohol. Chemically, alcohols are denoted by a hydroxyl or -OH group (see structure in figure 3)
 |
| Figure 3: Ethanol |
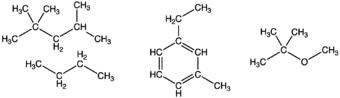 |
| Figure 4: Common components of gasoline |
Since most cars can run on 10% ethanol mixed with gasoline, why does flexfuel only make up only 6% of fuel used (Solomon, 2010)?. The infrastructure present for piping gasoline around the country is extensive and obviously has taken considerable investment. Because ethanol can be corrosive to the materials of this infrastructure as well as to unadapted car engines (Fisher et al, 2008), a new infrastructure would be required specifically for flex fuel and adapting cars costs a couple of thousand dollars, something many people can't afford.
The other big problem is the use of corn as a feedstock despite its good conversion efficiencies. This is because, when considering the impact of feedstocks for biofuel, there are numerous factors to consider apart from the hopeful reduction in climate change gases. These include water use, land use prior to corn growth, biodiversity decrease, pollution of water and air due to growth (pesticides, fertilisers), processing (needs electricity from oil) and socio-economic impact. There have been numerous studies on corn as an ethanol feedstock with varying outcomes. The overall message that comes through is that although corn as a feedstock is better than using petrochemcials, it is unsustainable and even at maximum capacity, could only support 20-30% of biofuel needs of the US (Solomon, 2010). Though sugar cane as a feedstock fares better than corn, there are other feedstocks known as cellulosic (sometimes called lignocellulosic) material (includes paper, wood, cardboard, fibrous plant material) that have a much lower impact as they can come from waste products of current industries, not from the new growth of a dedicated crop. Interestingly, one of the main public concerns of corn as an ethanol feedstock is the increase in food prices as more land is devoted to corn for ethanol rather than corn for food. However the situation is more complex and in fact also depends on oil prices (Solomon, 2010). The % of corn that is used for food is the smallest of the corn uses at 10% and animal feed is the largest at 48%. Fuel takes up about 23% (Solomon, 2010).
So if cellulosic material is so much better, why aren't we already using that? The commercial popularity of corn is because cornstarch is readily available, a relatively simple polysaccharide (figure 2) and therefore more easily converted to ethanol. Cornstarch also makes up 70-72% of the dry weight of a corn kernal. Lignocellulosic materials have a more complex structure and requires more enzymes and different types of micro-organisms to digest it; because of this, they are not yet commercially viable. I will discuss this in my next post but for now, lets get back to ethanol and the types of micro-organisms that are used to convert it to ethanol.
Ethanol producing micro-organisms
Saccharomyces cerevisiae also known as budding yeast or bakers yeast is the micro-organism of choice in commercial bioethanol production (Figure 5). Zymomonas mobilis has also been heavily studied but S. cerevisiae remains top bug, mainly because Zymomonas mobilis need a specific subset of monosaccharides in order to produce ethanol where as S. cerevisiae is less of a picky eater (Bai et al, 2008). Conversion of corn to ethanol can be done through dry milling (67% of ethanol is produced this way) or by wet milling (33% ethanol is produced this way). Bothast and Schlicher, 2005 give an excellent summary as follows
 |
| Figure 5: Electron micrograph of S. cerevisiae |
"The wet milling process is more capital- and energy intensive, as the grain must first be separated into its components, including starch, fiber, gluten, and germ. The germ is removed from the kernel and corn oil is extracted from the germ. The remaining germ meal is added to fiber and the hull to form corn gluten feed. Gluten is also separated to become corn gluten meal, a high-protein animal feed. In the wet milling process, a starch solution is separated from the solids and fermentable sugars are produced from the starch. These sugars are fermented to ethanol. Wet mill facilities are true “biorefineries”, producing a number of high-value products. In the dry grind process, the clean corn is ground and mixed with water to form a mash. The mash is cooked and enzymes are added to convert starch to sugar. Then yeast is added to ferment the sugars, producing a mixture containing ethanol and solids. This mixture is then distilled and dehydrated to create fuel-grade ethanol. The solids remaining after distillation are dried to produce distillers’ dried grains with protein and are sold as animal feed supplement."
It is in the fermentation process that S. cerevisiae uses the released glucose in the respiratory process of glycolysis. Remember back to your school biology? Glucose is broken down to pyruvate with the coincident production of the energy rich molecule ATP. Pyruvate can have many fates but one of them that occurs under anaerobic conditions is the production of ethanol. In animals cells lactic acid is produced instead of ethanol. But we have a problem. In both wet mill and dry grind conditions, harsh conditions are used - low pH and accumulating ethanol. Glycoamylase, one of the enzymes that is used to converts starch into glucose works well in a pH of 4.5 and is continuously added during the fermentation process to ensure that all startch is converted to glucose. Now S. cerevisiae is one of the bugs I have personal experience with. Generally a neutral to slightly acidic pH (between pH 5-7) is best for growth and optimum temperatures were 30-37 degrees Celsius depending on the experiment. According to Bohast and Schlicher, 2005, fermentation occurs at 32 degress Celsius (no problem there) but the pH can sink to below 4. Ethanol concentration reach between 10-12% which is toxic and osmotic pressure is also a problem. How do the industrial yeast manage?
Engineering yeast for biofuel production
To enable the yeast to be at maximum efficiency for converting glucose to ethanol, many changes can be made to its genome. S. cerevisiae is a model organism, meaning that it is widely used as a model for studying genetic and protein interactions from which inferences can be made about similar genes and proteins in higher eukaryotic cells such as our own. The genetic manipulation of S. cerevisae is well studied and has a wide repertory of molecular techniques which are much easier to perform than those necessary for mammalian cells. So, what has been done to allow S. cerevisiae to cope with high ethanol production (here's where it gets a bit more technical....)
Increased tolerance to stress is a complex metabolic process and it is not usually the case that you can alter one gene and not affect anything else. Having said this, single gene manipulations have had some success. For example, increased expression of single amino acid transport systems have been shown to have protective effects and overexpression of the amino acid tryptophane permease genes (TRP1-5) have resulted in improved ethanol tolerance with little negative impact to growth. Other single manipulations of genes involved in uracil and galactose synthesis have also improved ethanol tolerance.
Examples of other approaches that affect many genes are directed evolution and global transcription machinery engineering (gTME). In directed evolution, yeast is exposed to fermentation conditions, cells that survive are grown up and rexposed to fermentation conditions. Different batches are made testing for high ethanol and heat resistance for example. In this way, advantageous mutations accumulate. Increases in ethanol tolerance of 62 fold and heat tolerance of 89 fold have been reported (Zhao and Bai, 2009). gTME is the introduction of a randomly mutated copy of a transcription factor that controls transcription of a large set of genes. The transcription factor will then alter the transcriptional controls depending on where in the genome it is introduced. Subjecting the engineered yeast to fermentation conditions will result in the survival of those yeast cells with improved ethanol tolerance. For example - 69% more ethanol production has been reported on a laboratory scale using this method (Zhao and Bai, 2009).
Another rather impressive aspect is the control of flocculation. Flocculation is the tendency of yeast to clump together. Self flocuclation is controlled by expression of certain genes and, by varying the stirring speed in the fermentor, the size of the floc can be also be controlled. Zhao and Bai, 2009 report on a study where the optimal floc size was found to be 300 um (micrometers) producing the highest cell viability when subjected to ethanol shock with concomitant improved ethanol yield.
These are just some examples of how the yeast genetics can be manipulated to improve ethanol yield and you can see how industrial yeast ends up being very different from the yeast used to brew beer or bake bread and also demonstrates the flexibility of this micro-organism.
Conclusion
Here, I have talked about the use of corn as a feedstock for bioethanol and we have seen that it is likely not a long term solution to our energy woes. Several second generation biofuels are now being made from other feedstocks and with other micro-organisms. The use of corn is only the tip of the iceberg in terms of what is possible for the environmentally friendly production of fuel. Wait up for my next post to read about this!
Definition of octane number: Octane number (or rating) is a value used to indicate the resistance of a motor fuel to knock. Octane numbers are based on a scale on which isooctane is 100 (minimal knock) and heptane is 0 (bad knock).
Examples: A gasoline with an octane number of 92 has the same knock as a mixture of 92% isooctane and 8% heptane.
Knock: compressed gasoline-air mixtures have a tendency to ignite prematurely rather than burning smoothly. This creates engine knock, a characteristic rattling or pinging sound in one or more cylinders
References
Bai, F. W., W. A. Anderson and M. Moo-Young (2008). "Ethanol
fermentation technologies from sugar and starch feedstocks." Biotechnol
Adv 26(1): 89-105.
Bothast, R. J. and M. A. Schlicher (2005). "Biotechnological processes for
conversion of corn into ethanol." Appl Microbiol Biotechnol 67(1): 19-25.
Solomon, B. D. (2010). "Biofuels and sustainability." Ann N Y Acad Sci 1185: 119-134.
Zhao, X. Q. and F. W. Bai (2009). "Mechanisms of yeast stress tolerance and its manipulation
for efficient fuel ethanol production." J Biotechnol 144(1): 23-30.
